



Plesňa
|
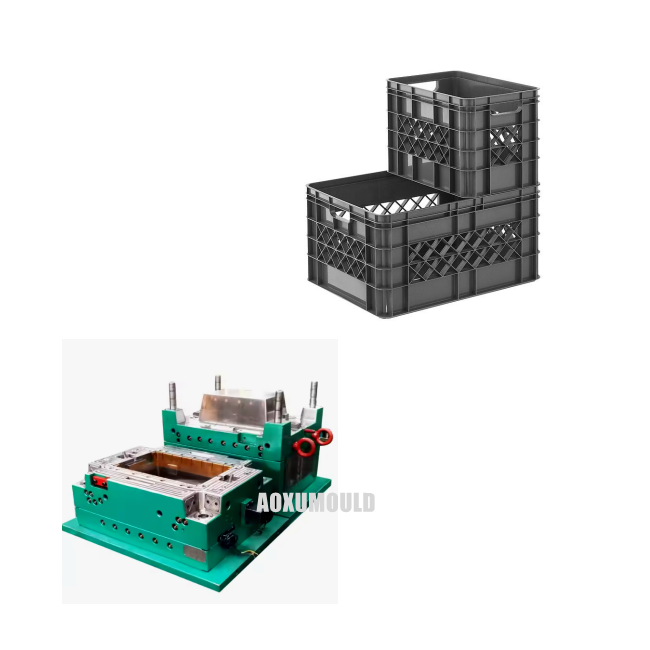
Názov formy |
Plastová stohovateľná skladovacia forma |
|
Výrobný materiál |
HDPE polyetylén |
|
Veľkosť produktu |
L 570 x W 370 x H 205 mm |
|
Váha výrobku |
1,57 kg |
|
Materiál formy pre dutinu a. Jadro |
P20/718H/H13 |
|
Č. |
1 dutina |
|
Vstrekovací systém |
Horúci bežec |
|
Vhodný vstrekovací stroj |
650T |
|
Veľkosť |
850x580x900 mm |
|
Váha |
3 200 kg |
|
Životnosť |
viac ako 500, 000 PCS |
|
Doba dodania |
55 dní |
Prečo potrebujeme pleseň pre plastové skladovacie prepravky?

Z niekoľkých dôvodov musíme vyrobiť pleseň z plastových prepraviek.
1. Forma poskytuje plastovú prepravku jej špecifický tvar. Umožňuje vytvorenie konzistentného a presného dizajnu. Napríklad, ak chcete, aby všetky prepravky mali úhľadne na stohovanie priehradiek a vonkajších rozmerov rovnakej veľkosti, forma zaisťuje túto uniformitu.
2. Umožňuje hromadnú výrobu. Po vytvorení formy je možné rýchlo a efektívne vyrábať veľa rovnakých plastických skladovacích prepraviek. Je to oveľa praktickejšie ako pokus o formovanie každej prepravky ručne, čo by bolo veľmi časom - náročné a viedlo by k mnohým rozdielom vo výrobkoch.
3. Kvalitu hotového produktu je možné lepšie ovládať formou. Forma môže byť navrhnutá tak, aby vytvorila prepravku so správnou hrúbkou a pevnosťou v potrebných oblastiach, čím sa prepravka zvyšuje a je vhodnejšia na svoj zamýšľaný účel.
AkoFormovaniePlastové skladovacie prepravky?
Ako navrhnúť plastovú úložnú prepravku prepravky?
1. Analýza produktu
• Dôkladne pochopte tvar, veľkosť a konštrukčné požiadavky na skladovaciu prepravku. Zvážte podrobnosti, ako je výška, dĺžka, šírka a všetky špeciálne funkcie, ako sú rukoväte, priehradky alebo stohovacie prvky.
• Analyzujte zaťaženie - ložiskovú kapacitu a zamýšľané použitie prepravky na určenie vhodnej hrúbky steny a výstuže. Napríklad, ak je prepravka určená na držanie ťažkých predmetov, môžu byť potrebné silnejšie steny.
2. MUSÍTE TYPOVAŤ VÝBER
• Rozhodnite sa medzi dvoma doskovými formami alebo formou troch dosiek. Forma s dvoma doskami je jednoduchšia a bežne sa používa pre menej zložité časti. Forma s tromi - doska môže byť lepšia pre diely s funkciami, ktoré si vyžadujú zložitejšie hradlovanie, napríklad viaceré formy dutiny pre vysoký objem.

3.Cavity a Core Design
• Navrhnite dutinu tak, aby vytvorila vonkajší tvar prepravky a jadro, aby ste tvarovali vnútornú časť. Uistite sa, že na bočných stelách je dostatok uhla konceptu (zvyčajne 1 - 3), aby sa umožnilo ľahké vyhadzovanie časti z formy.
• Zvážte umiestnenie akýchkoľvek vložiek alebo funkcií, ako sú šéfky skrutky alebo pánty, a navrhnite dutinu a jadro, aby ste ich presne prispôsobili.
4. Systém
• Vyberte vhodnú metódu hradlovania. V prípade plastových skladovacích prepraviek je možné brať do úvahy hradlovanie okrajov alebo horúceho bežec. Edge Gating je jednoduchá možnosť, ktorá umožňuje roztaveniu plastu vstúpiť do dutiny formy z okraja. Systémy Hot - Runner môžu znížiť odpad z materiálu a poskytnúť lepšiu kontrolu nad procesom vstrekovania.
• Vypočítajte veľkosť brány na základe objemu a charakteristík toku plastového materiálu, aby ste zaistili rovnomernú vyplnenie dutiny formy.
5. Systém
• Navrhnite efektívny chladiaci systém na skrátenie času cyklu. Chladiace kanály sa zvyčajne vyvŕtajú do dosiek formy v blízkosti dutiny a jadra. Usporiadanie kanálov by malo byť také, že poskytuje jednotné chladenie v celej časti, aby sa predišlo deformácii.
• Zvážte použitie usmerňovačov alebo bubrov v chladiacich kanáloch na efektívnejšie chladenie oblastí s hrubšími úsekmi.
6. Ejekčný systém
• Vyberte vhodný ejekčný mechanizmus, ako sú ejektorové kolíky, striptérske platne alebo vylúčenie vzduchu. Kolčeky na vyhadzovanie sa bežne používajú a mali by sa umiestniť v oblastiach, ktoré môžu poskytnúť dostatočnú silu na vytlačenie časti z formy bez toho, aby ju deformovali.
• Vypočítajte požadovanú vyhadzovaciu silu na základe geometrie časti a trenia medzi plastom a povrchom formy.
7. MADLA VÝBOR materiálu
• Vyberte materiál na formy, ktorý vydrží vysoké injekčné tlaky a teploty. Bežne používané materiály zahŕňajú oceľové ocele ako P20 alebo H13. Voľba závisí od faktorov, ako je výrobný objem, typ použitého plastu a požadovaný povrchový povrch.
8. Poznámka a presný dizajn
• Stanovte vhodné tolerancie pre rozmery dutiny a jadra formy, aby ste zaistili, že vyrobená skladovacia prepravka spĺňa požadované špecifikácie. Zvážte faktory, ako je zmršťovanie plastového materiálu počas chladenia.
• Na dosiahnutie požadovanej úrovne presnosti použite techniky presného obrábania a metódy kontroly kvality.
Oceľový typ pre plastickú plesňu prepravky

Pokiaľ ide o typy ocele pre plastické úložné prepravky, bežne sa používa niekoľko možností:
1.P20 oceľ
Charakteristiky: Je to pred - kalená oceľ s dobrou machináovateľnosťou. Má relatívne dobrú rovnováhu tvrdosti a tvrdosti. Tvrdosť sa zvyčajne pohybuje od 28 - 36 HRC.
Výhody: Môže odolávať injekčným tlakom počas procesu formovania dobre. Je vhodný pre médium - do veľkej objemovej výroby plastových dielov, ako sú skladovacie prepravky. Povrchová úprava dosiahnutá oceľou P20 môže byť celkom dobrá po správnom leštení, čo je prospešné pre vzhľad tvarovaných prepraviek.
Obmedzenia: Pre extrémne vysokú produkciu objemu alebo pri používaní veľmi abrazívnych plastov sa môže nosiť rýchlejšie ako niektoré vyššie výkonné ocele.
2.H13 oceľ
Charakteristiky: H13 je horúca - pracovná oceľ. Má vynikajúci tepelný odpor a vydrží vysoké teploty spojené s opakovanými cyklami vstrekovania plastov. Má tvrdosť okolo 48 - 52 HRC po tepelnom spracovaní.
Výhody: Je veľmi odolný a dokáže zvládnuť lišty s vysokým tlakom. Vďaka tomu je vynikajúcou voľbou pre veľké formy prepravky v tvare veľkých alebo komplexných tvarov, kde je forma pod výrazným stresom. Má tiež dobrú odolnosť voči tepelnej únave, ktorá je dôležitá pre formy, ktoré sa používajú nepretržite.
Obmedzenia: Je drahšia ako oceľ P20 a počas výrobného procesu vyžaduje starostlivejšie tepelné ošetrenie, aby sa dosiahlo svoje optimálne vlastnosti.
3,718 oceľ
Charakteristiky: 718 oceľ je oceľ chrómu - nikel - molybdén. Má vysokú pevnosť a dobrú rozmerovú stabilitu. Tvrdosť sa dá upraviť podľa špecifických požiadaviek správnym tepelným spracovaním.
Výhody: Poskytuje vynikajúcu lešnosť, takže formované časti majú hladký a lesklý povrch. Je vhodný na formovanie plastových skladovacích prepraviek, ktoré si vyžadujú vysokokvalitný vzhľad. Má tiež dobrý odpor voči noseniu a korózii, čo pomáha predĺžiť životnosť formy.
Obmedzenia: Podobne ako H13 je relatívne nákladný a výrobný proces je potrebné presne kontrolovať, aby sa jeho vlastnosti plne využívali.
Ako dlho trvá forma?
Životnosť plastovej formy prepravky sa môže výrazne líšiť v závislosti od niekoľkých faktorov.
Ak je forma vyrobená z vysoko kvalitnej ocele, ako je H13 a je dobre - udržiavaná a používa sa na relatívne menej abrazívne plasty, môže trvať stovky tisíc až viac ako milión injekčných cyklov. Napríklad v zariadení na výrobu jamky, kde sa forma používa na výrobu bežných skladovacích prepraviek vyrobených z polyetylénu alebo polypropylénu a so správnou starostlivosťou, ako je pravidelné čistenie, mazanie a regulácia teploty, môže forma trvať 500, {{ 5}} cykly alebo viac.
Ak je však forma vyrobená z materiálu nižšej triedy alebo ak sa používa na formovanie plastov s abrazívnymi výplňami, alebo ak je vystavená nesprávnej manipulácii (napríklad nadmerného injekčného tlaku, slabého chladenia, ktoré spôsobuje deformácia alebo nedostatočné vyhadzovanie vedúce Na rozdelenie poškodenia počas odstránenia) môže byť jeho životnosť oveľa kratšia. V extrémnych prípadoch môže pleseň trvať iba niekoľko tisíc cyklov pred výrazným opotrebením, praskaním alebo iným poškodením, ktoré ju spôsobujú nepoužiteľné.
Balík &. Dodanie

Komponenty formy
Oceľ

Runnerový systém

Štandardné diely

Ako skladovať plastové formy?
1. Uvedenie pred ukladaním
Formu dôkladne vyčistite, aby ste odstránili akýkoľvek zvyškový plast, nečistoty alebo zvyšky. Používajte vhodné čistiace prostriedky, ktoré sú vhodné pre materiál formy. Napríklad v prípade oceľových foriem môžete použiť jemný prostriedok a mäkkú štetčnú kefu na odstránenie akýchkoľvek priľnavých plastových častíc.
Nezabudnite tiež vyčistiť chladiace kanály. Prepláchnite ich čistiacim roztokom a potom ich úplne vysušte, aby ste zabránili rastu hrdze alebo plesne.
2. Zplatnajte ochranný povlak
Na povrchy plesní naneste preventívny povlak hrdze, najmä ak je vyrobený z kovu. K dispozícii sú rôzne komerčné hrdze - preventívne oleje. Celú dutinu, jadro a ďalšie kovové časti natiahnite, aby ste vytvorili ochrannú bariéru proti vlhkosti a oxidácii.
3. Pre formy s leštenými povrchmi použite na zachovanie povrchovej úpravy nekvalitný povlak. Pomáha to udržiavať kvalitu povrchu plesne, ktorá je dôležitá pre kvalitu následných plastových výrobkov prepravky.
Správne úložné prostredie
Formu uložte do suchej, chladnej a dobre vetranej oblasti. Vyhnite sa jeho ukladaniu na mieste s vysokou vlhkosťou, pretože to môže viesť k tvorbe hrdze. Úroveň relatívnej vlhkosti pod 60% je vo všeobecnosti ideálna.
Položte formu na plochý, stabilný povrch alebo na vhodné skladovacie stojany. Vyhnite sa stohovaniu ťažkých predmetov na hornej časti formy, aby ste zabránili deformácii. Ak je to možné, použite formy - špecifické skladovacie stojany, ktoré podporujú tvar tvaru a distribúciu hmotnosti.
4.Rabel a inventár
Jasne označte pleseň informáciami, ako je jej číslo dielu, typ plastovej prepravky, pre ktorú je navrhnutý, a dátum posledného použitia alebo údržby. Pomáha to pri ľahkej identifikácii a získavaní.
Uschovajte záznam inventára všetkých uložených foriem vrátane ich umiestnenia ukladania, stavu a akýchkoľvek pridružených príslušenstva alebo náhradných dielov.

Spätná väzba zákazníkov

Často
Otázka: Aké faktory je potrebné brať do úvahy pri návrhu plesní?
Odpoveď: Mali by sa brať do úvahy požiadavky produktu, ako je veľkosť, tvar, štrukturálna sila a metóda demoldingu prepravky, ako aj faktory procesu formovania, ako je tok materiálu, chladenie a vetranie. Úvahy o nákladoch a efektívnosti výroby sú tiež potrebné pre komplexný dizajn.
Otázka: Aké materiály sa zvyčajne používajú na výrobu plastických úložných foriem?
Odpoveď: Bežne používaný materiál z formy je oceľ, ako napríklad P20, 718H, H13, SKD61 atď. Tieto materiály majú dobrú odolnosť proti opotrebeniu, vysokú tvrdosť a vynikajúcu tepelnú stabilitu.
Otázka: Ako zabezpečiť kvalitu materiálov na formy?
Odpoveď: Vyberte pravidelného dodávateľa materiálu a skontrolujte certifikáty kvality materiálu, ako sú správy o materiáloch a správy o tepelnom spracovaní. Vykonajte inšpekcie materiálov vrátane testov tvrdosti a metalografickej analýzy, aby sa zabezpečilo, že spĺňajú požiadavky na konštrukciu.
Otázka: Ako ovplyvňuje presnosť obrábania formy kvalitu prepravky na ukladanie plastov?
Odpoveď: Presnosť obrábania priamo ovplyvňuje presnosť rozmerov, kvalitu vzhľadu a výkonnosť prepravky. Vysoko presné obrábanie plesní môže zabezpečiť presnú a konzistentnú veľkosť prepravky, s hladkým povrchom a bez defektov, ako sú napríklad blesky a blesk, čím sa zlepší kvalita a výkon prepravky.
Otázka: Ako zaručiť presnosť obrábania formy?
Odpoveď: Použite pokročilé spracovateľské zariadenia a techniky, ako sú napríklad CNC obrábkové centrá a obrábanie elektrického výboja. Počas procesu obrábania prísne dodržiavajte požiadavky na konštrukciu a používajte presné meranie zariadení na vykonanie detekcie a úpravy kritických rozmerov formy v reálnom čase.
Otázka: Čo by sa malo urobiť, ak sa počas procesu vstrekovania objavia zvarové čiary?
Odpoveď: Riešenia je možné hľadať zo štyroch aspektov: pleseň, vybavenie, suroviny a proces. V prípade formy nastavte teplotu formy vhodne, upravte šírku bežec, prierez a polohu brány a rozbaľte odvetrávaný kanál. V prípade zariadenia rozšírite lištový cyklus alebo vymeňte stroj za väčšiu plastifikačnú kapacitu. V prípade surovín sa uistite, že sú suché a vyhnite sa pridávaniu tekutých prísad a je možné pridať vhodné mazivá alebo stabilizátory. V prípade procesu zvýšte tlak a čas vstrekovania, upravte rýchlosť vstrekovania a minimalizujte používanie látok uvoľňovania foriem.
Otázka: Aké problémy budú spôsobené zlým vetraním plesní počas vstrekovania?
Odpoveď: Bude to viesť k ťažkostiam pri plnení taveniny, čo bude mať za následok nedostatočný objem vstrekovania a neschopnosť naplniť dutinu. V dutine sa tiež vytvorí vysoký tlak, čo umožní vstupu plynu do plastu, čo spôsobí defekty kvality, ako sú medzery, póry, voľné štruktúry a pruhy striebra, čo ovplyvňuje mechanické vlastnosti a kvalitu vzhľadu plastovej časti.





