



Plesňa
|
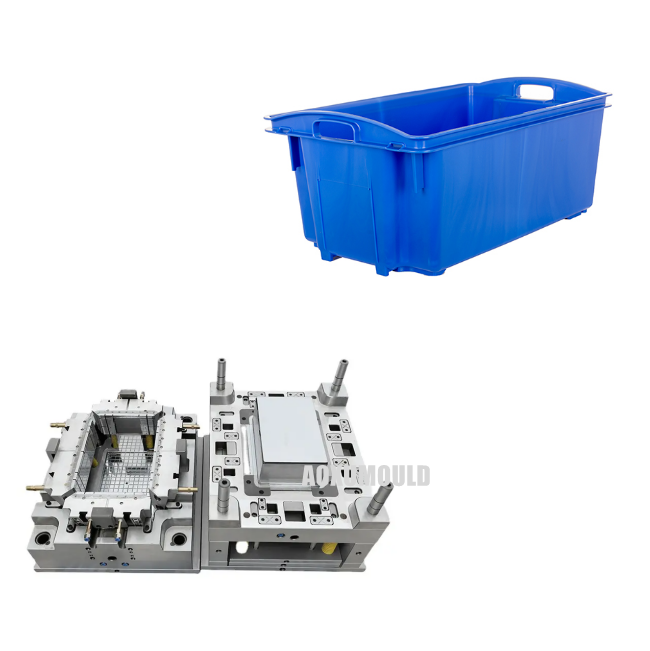
Názov formy |
Plastová forma prepravky rýb |
|
Výrobný materiál |
HDPE |
|
Veľkosť produktu |
711 x 438 x 313 mm |
|
Váha výrobku |
3100gramy |
|
Kapacita produktu |
55 liter |
|
Materiál na formy pre dutinu a. Jadro |
P20/718H/2738 |
|
Č. |
1 dutina |
|
Vstrekovací systém |
Horúci bežec |
|
Vhodný vstrekovací stroj |
680T |
|
Veľkosť |
1250x880x720mm |
|
Váha |
6200 kg |
|
Životnosť |
viac ako 500, 000 PCS |
|
Doba dodania |
45 dní |
Ako navrhnúť formu prepravky na ryby?

Pri navrhovaní vstrekovacej formy plastových prepraviek je potrebné zvážiť mnoho faktorov, ako sú štruktúra produktu, charakteristiky materiálu, proces lišty a životnosť plesní. Tu sú kľúčové konštrukčné kroky a úvahy:
1. Štruktúra produktu a analýza návrhu foriem
Hrúbka a hrúbka steny: Prepravky sú zvyčajne veľké (napríklad prepravky rýb, logistické prepravky, skladovacie prepravky), je potrebné zabezpečiť, aby bola postačná pevnosť dutiny plesne, hrúbka steny je rovnomerná (zvyčajne 2. 5-4 mm), aby sa zabránilo zmršťovaniu alebo deformácii.
Posilňovacie stĺpce a funkčná štruktúra: Pri navrhovaní zosilniacich tyčí (hrúbka menšia alebo rovná sa 50% hrúbky hlavnej steny), stohovacie sloty, rukoväte atď. Je potrebné zvážiť sklon uvoľňovania (zvyčajne {{}}}) a obtiažnosť plnenia.
Výber rozlúčenia povrchu:
Rozdelenie pozdĺž maximálneho profilu prepravky, aby ste zabránili spätnej sponi.
Rozdeľovacia čiara je skrytá, pokiaľ je to možné, na povrchu, ktorý nie je možné, (ako je spodná alebo okraj škatule), aby sa znížil vplyv zábleska na vzhľad.
2. Návrh hradlovania systému
Typ brány:
Bočná brána: Vhodná pre malé a stredné prepravky, nízke náklady, ale musíte manuálne odrezať bránu.
Latentná brána: Automatické demoulding, vhodné na automatizovanú výrobu.
Viacbodový horúci bežec: Veľké rybie škatule sa bežne používajú na skrátenie času plnenia a na zníženie značiek zvarov (ako je symetrické lepenie v štyroch rohoch prepravky).
Vyváženie prietokového kanála: Symetrické usporiadanie sa používa na zabezpečenie rovnomerného vyplnenia taveniny a vyhýbaní sa deformácii (napríklad prietokový kanál v tvare H).
Studené kŕmenie dobre: Na konci hlavného prúdu sa nastavte, aby ste zabránili blokovaniu brány za studena.
3. Návrh chladiaceho systému

Postupujte podľa tvaru vodnej cesty: Usporiadajte chladiace potrubia pozdĺž profilu nádoby, najmä pre hlboké dutiny a vystužené oblasti (napríklad bočné steny a spodok nádoby).
Riadenie teploty zóny: Hrubé steny (napríklad koreň rukoväte) posilňujú chladenie, aby sa zabránilo nerovnomernému kontrakcii.
Výber materiálu: Zliatina meďnatého alebo vložky medi berylia pre miestne účinné chladenie.
4. Systém vyhadzovača a vyhadzovača
Rozloženie hornej tyče:
Rovnomerne rozložené na spodnej a bočnej stene škatule, aby sa zabránilo deformácii vyhadzovania.
Priemer vyhadzovacej tyče je väčší alebo rovný φ5 mm (φ 8-12 mm pre veľké obratky) a číslo sa určuje podľa premietanej oblasti.
Vyhadzovanie pomocou plynu: Krabica na obratu hlbokého dutiny môže byť vybavená pomocnou vyhadzovaním vzduchového ventilu.
Uvoľnite sklon: vnútorný sklon väčší alebo rovný 1 stupňa, vonkajšia stena svah 0. 5-1 stupeň (PP/HDPE Material).
5. Návrh výfukového systému
Výfuková drážka: nastavená v rozlúčkovej ploche, vyskakovacom diere a medzere vložte, hĺbka 0. 02-0. 04 mm (pp materiál).
Vákuové vetranie: Odvzdušňovaná oceľ alebo vetrané oceľové vložky sú k dispozícii pre oblasti hlbokých dutín.
6. Štruktúra foriem a výber materiálu
Materiál formy: pred tvrdou oceľ (napríklad P20/718H), hrúbka templátu väčšia alebo rovná 300 mm (veľká forma).
Dutina/jadro: Vysoký materiál tvrdosti (napr. S136, NAK8 0), povrchové leštené na RA0,2 μm alebo menej.
Sprievodca a zamykanie foriem: Pridajte kužeľový polohovací blok a naklonený vodiaci stĺpec, aby ste zaistili presnosť zatvárania foriem.
7. Test a optimalizácia
Procesné parametre: krokové vstrekovanie (najprv pomalé a potom rýchle), predĺžený čas držania tlaku (kompenzácia za zmršťovanie).
Riešenie problémov:
Zmraženie: Zvýšte zadržiavací tlak alebo upravte polohu brány.
Známky zvaru: Optimalizujte počet brán alebo zvýšte teplotu taveniny.
Deformácia: Upravte chladiacu vodnú cestu alebo pridajte podporný stĺpec.
Aký typ ocele pre plastovú formu prepravky rýb?
Výber ocele pre plastovú plesňu prepravky rýb by mal komplexne zvážiť faktory, ako je životnosť plesní, výkon spracovania, odolnosť proti korózii, požiadavky na leštenie a náklady. Nasleduje zhrnutie bežne používaných ocelí a ich aplikačných scenárov:

1. Predbehnutá oceľ (vopred tvrdená oceľ)
- Typické stupne: P20 (3CR2MO), 718H (modifikované P20), NAK80 (Tatsu, Japonsko)
- Vlastnosti:
-P20: Hardness HRC 30-35, ľahké spracovanie, nízke náklady, vhodné pre malú a strednú šaržovú výrobu.
-718 H: Vyššia tvrdosť (HRC 35-40), lepšia odolnosť a húževnatosť opotrebenia ako P20, vhodná pre zložité štruktúry alebo pre požiadavky na vysokú životnosť.
-Nak80: Predpätie stavu (HRC 37-43), vynikajúci zrkadlový leštiaci výkon, vhodný pre vysoké povrchové požiadavky (napríklad priehľadné rybie boxy).
-Scenár s aplikáciou: Bežná plastová rybia box (materiál PP/PE), žiadne ďalšie tepelné ošetrenie, vhodné pre malé a stredné formy.
2. Nerezová oceľ odolná voči korózii
- Typický stupeň: 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- Vlastnosti:
- 420: Dobrý odolnosť proti korózii, tvrdosť HRC 48-52 (požadované tepelné ošetrenie), vhodné pre vlhké alebo slané prostredie (ako sú napríklad vodné spracovateľské závody).
- S136: Nerezová oceľ s vysokou čistotou, vynikajúci odolnosť proti korózii, vynikajúci leštenie, vhodný na dlhodobý kontakt s vodnými formami.
- Aplikačný scenár: Forma prepravky rýb s vysokou vlhkosťou, kontakt s morskou vodou alebo časté čistenie.
3. Horúca práca odolná voči opotrebovaniu
- Typický stupeň: H13 (4CR5MOSIV1)
- Vlastnosti:
- Vysoká teplota odpor (nad 500 stupňov), vynikajúci odpor opotrebovania, vhodný na vysokorýchlostné vstrekovacie lišty alebo časté vykurovacie/chladiace formy.
- Potrebujete tepelné ošetrenie (tvrdosť HRC 45-50), vysoké náklady.
- Aplikačný scenár: Hromadná výroba alebo obsahujúce plasty zosilnené sklenenými vláknami (napríklad vystužená rybia PP Fish Box).
4. Ekonomická uhlíková oceľ
- Typický stupeň: 45# oceľ, S50C
- Vlastnosti:
-Najdôležitejšie náklady, ale zlé opotrebenie a odolnosť proti korózii, ktoré si vyžaduje povrchové ošetrenie (napríklad chrómované pokovovanie, nitriding).
- Vhodné na výrobu malých dávkových skúšok alebo nízku presnú pleseň.
- Uplatniteľné scenáre: dočasné formy alebo scenáre s nízkym rozpočtom.
Návrhy na výber materiálu
1. Preferuje sa bežná rybia box (PP/PE, malá a stredná dávka): P20 alebo 718H je uprednostňovaná, berúc do úvahy náklady a život.
2. Vysoká odolnosť proti korózii: Vyberte z nehrdzavejúcej ocele 420 alebo S136, aby ste zabránili hrdze ovplyvňujúcej životnosť formy.
3. Vysoký povrch: NAK80 alebo S136, aby sa zabezpečilo, že vzhľad rybieho boxu je bezchybný.
4. Výroba veľkej dávky: H13 alebo vysoká tvrdosť Nástrojová oceľ (napríklad D2), zlepšuje odolnosť proti opotrebovaniu.
5. Nízkonákladová skúšobná výroba: 45# Oceľovacie ošetrenie ocele.
- Návrh chladiaceho systému: Oceľová tepelná vodivosť ovplyvňuje účinnosť vstrekovania, vložky zliatiny H13 a zliatiny medi optimalizujú chladenie.
-MOLUJÚ VEĽKOSŤ: Formy vo veľkom veľkosti si musia zvoliť oceľ s dobrou tvrdosťou (napríklad 718H), aby sa predišlo deformácii tepelného spracovania.
-spracovanie technológie: pred tvrdou oceľou je možné spracovať priamo a ďalšia oceľ je potrebné si vyhradiť príspevok na úpravu tepla.
Odporúča sa vykonávať hĺbkovú komunikáciu s dodávateľmi plesní podľa skutočných výrobných potrieb (výstup, plastický typ, podmienky prostredia) av prípade potreby vykonávať testovanie výkonnosti ocele.
AkoTo EnsureTonForma s dlhou životnosťou?
Na zabezpečenie životnosti vstrekovacej formy je potrebné vykonávať komplexné riadenie z dizajnu, výroby, používania, údržby a iných prepojení. Tu je niekoľko kľúčových opatrení:
1. Výber materiálu formy
- Vysoko kvalitná oceľ Die: Vyberte oceľ s vysokým odporom opotrebovania, vysokou odolnosťou proti húževnatosti a korózii podľa požiadaviek na produkt (napríklad H13, S136, NAK80, P20 atď.).
- Zodpovedanie materiálu: Vzhľadom na charakteristiky vstrekovacích materiálov (ako sú plastové formy obsahujúce sklenené vlákna, ktoré sa dajú ľahko nosiť), vyberte si plesňu oceľ s vyššou tvrdosťou alebo lepším povrchovým ošetrením.
2. Primeraný dizajn foriem
- Štrukturálna optimalizácia: Vyhnite sa ostrým rohom alebo návrhu tenkej steny, aby ste znížili koncentráciu napätia; Racionálny dizajn demouldingového svahu na zníženie odporu demouldingu.
- chladiaci systém: Rovnomerné usporiadanie chladiaceho kanála, aby sa zabránilo miestnemu prehriatiu, čo vedie k tepelnej únave alebo deformácii.
- Prietokový kanál a konštrukcia výfukových plynov: Znížte odolnosť roztaveného plastu prietoku, nastavte výfukovú nádrž primerane, aby ste zabránili zachytenému plynu alebo spaľovaniu.
- Rozdelenie povrchu a presnosť zhody: zabezpečiť, aby bol rozlúčkový povrch hladký, pleseň, náprsník a ďalšie časti koordinačnej medzery, je primerané, znížte opotrebenie.
3. Výrobný proces
- Proces tepelného spracovania: Cehovaním, temperovaním a ďalšími procesmi na zlepšenie tvrdosti a húževnatosti formy.
-Povrchové ošetrenie: nitriding, chrómované pokovovanie, PVD povlak (ako je Tin, Tialn) a ďalšie technológie na zvýšenie tvrdosti povrchu a odolnosti proti korózii.
- Presnosť obrábania: Zaistite, aby sa rozmerová presnosť a povrchová úprava plesní (ako je leštenie zrkadla), znížte trenie a riziko lepenia plesní.
4. Štandardná prevádzka
- Optimalizácia parametrov vstrekovania:
- Riadenie teploty: Primerane nastavte teplotu valca a teplotu formy, aby sa predišlo tepelnému napätiu spôsobeným príliš vysokým alebo príliš nízkym.
- Tlak a rýchlosť: znížte tlak a rýchlosť vstrekovania, aby sa znížilo zaťaženie nárazu formy.
-Tlačný čas držania a chladenia: Primerane nastavte čas držania tlaku, aby ste sa vyhli preplneniu; Pred otvorením formy zabezpečte dostatočné chladenie.
-Výnajte preťaženie: Produkcia preťaženia je zakázaná (napríklad prekročenie upínacej sily alebo limitu objemu vstrekovania).

5. Pravidelná údržba a údržba
- Čistenie a prevencia hrdze:
- Po každej výrobe vyčistite zvyškový plast a olej, aby ste zabránili korózii.
-Pri dlhodobom zneužívaní naneste protiútokový olej a udržiavajte utesnenú.
- Manažment mazania: Pravidelne pridávajte vysokoteplotné tuky do pohyblivých častí, ako sú náprsník, posúvač a vodiaci stĺpik.
- Skontrolujte a opravte:
- Pravidelne kontrolujte opotrebenie povrchu plesní, praskliny alebo hrdzu, opravte malé poškodenie v čase.
- Výmena alebo rekonštrukcia silne opotrebovaných častí, ako sú náprstky a vložky.
6. Kontrola výrobného prostredia
- Správa teploty a vlhkosti: Vyhnite sa hrdze plesne vo vlhkom prostredí.
- Vyčistite suroviny: Zaistite, aby plastové suroviny bez nečistôt (ako sú kovové častice, prach), aby sa zabránilo poškriabaniu formy.
- Špecifikácie prevádzky: Prevádzkovatelia vlakov, aby správne používali formy, aby sa predišlo násilným demouldingom alebo kolízii.
7. Monitorovanie plesní a riadenie života
- Počet záznamov o použití: Štatistické časy formovania plesní, predpovedajte životný cyklus.
- Pravidelná kontrola: Na detekciu vnútorných trhlín alebo únavy použite ultrazvukové, mikroskop a ďalšie nástroje.
-Správa častí: Pripravte si nosenie dielov (napríklad vložky, náprsní) vopred, aby ste skrátili prestoje údržby.
8. Zaoberajte sa špeciálnymi situáciami
- Vysoko korozívne materiály: Používajte oceľ odolnú voči korózii (napríklad S316) alebo pridajte povrchový povlak.
- Materiál s vysokými sklenenými vláknami: použitie ocele s vyššou tvrdosťou a posilňujte povrchové ošetrenie (napríklad tvrdý náter).
Jadro predĺženia životnosti vstrekovacích foriem je:
✅Hight Kvalitný materiál + vedecký dizajn
✅ Výroba
✅ Regulárna údržba + preventívne riadenie
Prostredníctvom systematického riadenia životného cyklu sa môže život plesní výrazne zlepšiť a náklady na výrobu sa znížia.
Komponenty formy
Oceľ

Runnerový systém

Štandardné diely

AkoTo CzavrieťA SunalýIpätolizáciaMstarýMchybovecFaleboTonPrepravka rýb MouLD?

Výber správneho vstrekovacieho zariadenia pre formu prepravky vyžaduje komplexné vyhodnotenie veľkosti plesní, materiálov výrobkov, účinnosti výroby a výkonu zariadenia. Tu sú kľúčové kroky a ako vybrať parametre:
1. Výpočet základných parametrov
(1) upínacia sila
Blokovacia sila plesní je primárnym parametrom výberu injekčného lišta, ktorý musí zakryť tlak taveniny na povrchu rozlúčkovej formy:
Clamping Force (ton)=Premietaná oblasť (CM²) \ Times tlak materiálu (MPa) \ div 1000 \]
- Premietaná oblasť: Maximálna horizontálna premietaná oblasť (dĺžka × šírka) obratiskovej skrinky + oblasť liatiaca systém.
-Materiálny tlak: Podľa výberu materiálu (PP/HDPE zvyčajne berie 30-50 mPa, hlboká dutina alebo tenká stena má hornú hranicu).
Príklady:
Veľkosť prepravky je 500 × 400 mm a oblasť liatia je asi 10%
Premietnutá oblasť=(50 cm × 40 cm) × 1. 1=2200 cm²
Clamping Force=2200 × 50/1000=110 ton (je potrebné vybrať väčšie alebo rovné 120 ton modelov)
(2) Váha výstrelu
Teoretický vstrekovací objem vstrekovacieho stroja musí pokryť celkovú hmotnosť „produktu + bežec“: Vstrekovací objem (g) väčší alebo rovný hmotnosti produktu \ krát 1,5 \
Hustota materiálu: pp o {{0}}. 91g/cm³, HDPE asi 0,95 g/cm³.
- Bezpečnostný faktor: Spravidla 1. 5-2. 0, aby sa zabránilo objemu vstrekovania viac ako 80% kapacity stroja.
Príklady:
Čistá hmotnosť obratky 1500 g, hmotnosť bežca 200 g, celková hmotnosť 1700 g
Objem teoretického vstrekovania väčší alebo rovný 1700 × 1.
(3) Priemer a zdvih skrutky
- Priemer skrutky: Ovplyvnenie plastifikačnej rýchlosti a tlaku, skrutka s veľkým priemerom je vhodná pre hrubé výrobky na stenu (bežne používaný obrat φ 60-90 mm).
- Vstrekovacia mŕtvica: Na splnenie množstva plnenia taveniny, zdvih väčšia alebo rovná 4 -násobku hrúbky produktu (krabica na obratu hlbokého dutiny potrebuje dlhšiu mŕtvicu).
2. Zodpovedanie foriem a zariadení
(1) Veľkosť a modul šablóny
- Veľkosť šablóny: Šablóna vstrekovacieho stroja musí byť schopná nainštalovať pleseň (dĺžka × šírka menšia alebo rovná veľkosti šablóny).
- Hrúbka formy: Výška uzatvárania foriem by mala byť v rámci minimálnej - maximálnej hrúbky formy injekčného tvarovacieho stroja.
Typická veľkosť formy obratu:
Požiadavky šablóny: 800 × 600 mm (malé) až 1500 × 1200 mm (veľké)
Hrúbka formy: 400-800 mm (je potrebné zladiť priestor formy vstrekovacieho stroja)
(2) Otváranie plesní cestovného a vyhadzovania
- Otváracím zdvihom formy: Musí byť väčšia ako výška obrudnej schránky × 2 + bezpečnostná vzdialenosť (50-100 mm).
Napríklad: Výška obratu 300 mm → Otvárací zdvih väčší alebo rovná 300 × 2 + 50=650 mm.
- Ejekčný zdvih: Uistite sa, že vyhadzovacia tyč môže úplne vytlačiť produkt (krabica na obratu dutiny musí byť väčšia ako 100 mm).
3. Ďalšie kľúčové faktory
(1) Vlastnosti materiálu sa prispôsobia
-Barrel teplota: Teplota spracovania PP je asi 200-280 stupeň, HDPE je asi 180-260 stupeň, je potrebné zabezpečiť presnosť regulácie teploty injekčného tvarovacieho stroja.
- Pomer kompresie skrutky: PP/HDPE Odporúčaný pomer kompresie 2. 5-3. 0 (Univerzálna skrutka môže byť).
(2) Optimalizácia výrobného cyklu
- Rýchlosť vstrekovania: Na skrátenie času plnenia vyžaduje vysoká rýchlosť vstrekovania (vyššia alebo rovná 80% celej rýchlosti požiaru).
-Požiadavky na úsporu energie: Servo motorový alebo all-motorový vstrekovací stroj môže znížiť spotrebu energie (vhodné na hromadnú výrobu).
(3) Špeciálne funkčné požiadavky
- Viacstupňové vstrekovanie: Podpora segmentovaná kontrola plnenia a zadržiavania tlaku na zlepšenie zmrašťovania v hustých oblastiach steny.
-Core Funkcia ťahania: Ak má obrat bočné otvory alebo spona, vyberte model s hydraulickým valcom.
4. Výberový proces
A. Vypočítajte silu a objem injekcie režimu (skríning jadrových parametrov).
B. Skontrolujte veľkosť inštalácie formy (šablóna, hrúbka formy, zdvih formy).
C. Požiadavky na zodpovedajúci materiálu (teplota hlavne, typ skrutky).
E. Vyhodnotenie ďalších funkcií (automatizačné rozhranie, konfigurácia úspory energie).
F. Značka a stabilita overovania (Haitian, Zhenxiong, Engel a ďalšie značky Cenový rozdiel).
5. Typické odporúčanie modelu (príklad si vezmite PP Of Brown Box)
| Veľkosť obratu|Blokovacia sila plesní Množstvo vstrekovania Odporúčaný model
| 300 × 200 × 150 mm|60-80 ton|800-1200 g|Haitian MA1600/II |
| 500 × 400 × 300 mm|120-150 ton|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400 mm 300-400 ton|6000-8000 g|Engel Victory 370 |
- Skutočné overenie testovacieho režimu: Po teoretickom výpočte je potrebné parametre upraviť pomocou testovacieho režimu (napríklad zníženie upínacej sily je možné dosiahnuť optimalizáciou návrhu brány).
- Rezervovaný priestor pre aktualizáciu: Vyberte o niečo väčšie modely, aby ste sa prispôsobili budúcim úpravám plesní.
- Náklady na spotrebu energie a náklady na údržbu: Úplný stroj na vstrekovanie motora má vysokú presnosť, ale drahú cenu, hydraulická tlač je nákladovo efektívnejšia.
Prostredníctvom vyššie uvedenej metódy môže zabezpečiť efektívne prispôsobenie injekčného tvarovacieho stroja a formy obratu, pričom sa berie do úvahy účinnosť výroby a kontrolu nákladov.
Balík &. Dodanie

Spätná väzba zákazníkov






