



Plesňa
|
Názov formy |
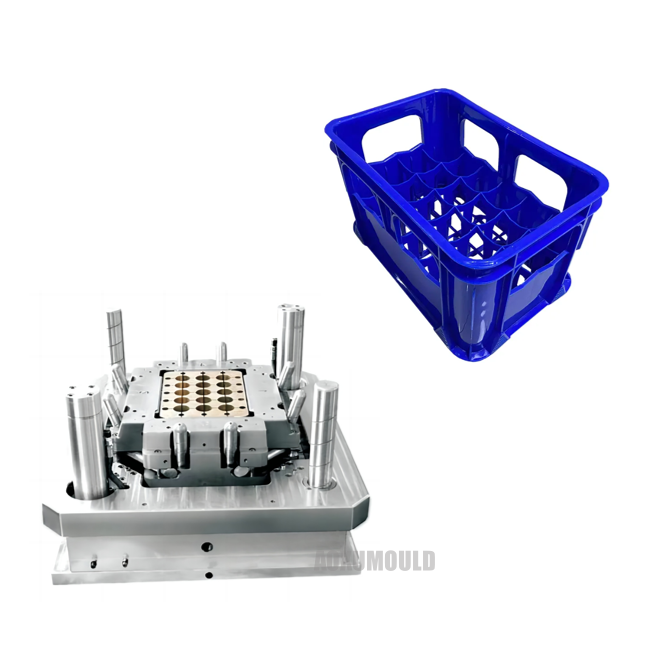
Plastová forma prepravky na pivo |
|
Výrobný materiál |
HDPE |
|
Veľkosť produktu |
348x260x315 mm |
| Váha výrobku | 1,32 kg |
|
Materiál na formy pre dutinu a. Jadro |
P20/718H/H13/2738 |
|
Č. |
1 dutina |
|
Vstrekovací systém |
Hot Runner Open Gates |
|
Vhodný vstrekovací stroj |
450T |
|
Veľkosť |
680x510x620mm |
|
Životnosť |
viac ako 500, 000 PCS |
|
Doba dodania |
50 dní |
BerýliumBronzeIs UsedieťFaleboCoživenieAt PvyčnievajúciSurčiťPposlednýBodlezForma prepravky

Plastové pivné formy sú kľúčové nástroje na výrobu piva a sú rozhodujúce pre zabezpečenie efektívnosti a kvality výroby. Pri výrobe plastových pivných foriem je chladiaci systém veľmi dôležitou súčasťou a pomocou bronzu Berylia, pretože chladiaci materiál na rozlúčkovej ploche môže priniesť veľa výhod.
Berylium bronz má vynikajúcu tepelnú vodivosť, ktorá môže rýchlo a efektívne prenášať teplo na povrchu formy do chladiacej vody, čím účinne znižuje teplotu formy, zrýchľuje rýchlosť výroby a predĺži servisnú životnosť formy. Táto účinná metóda chladenia môže znížiť deformáciu a opotrebovanie pivných foriem počas výrobného procesu, čím sa zabezpečí stabilita a kvalita výroby.
2. Berylium bronz je materiál odolný voči opotrebeniu, ktorý môže účinne zabrániť opotrebovaniu a poškodeniu povrchu foriem, predĺžiť životnosť plesní a znížiť náklady na údržbu. Použitie bronzu Berylia ako chladiaceho materiálu na rozlúčkovej ploche môže zaistiť plynulosť a presnosť povrchu formy, vďaka čomu je výroba plastových pivných škatule plynulejšia a efektívnejšia.
Berylium bronz má tiež vynikajúcu odolnosť proti korózii, schopná odolať korózii chemických kvapalín, ako sú kyseliny a alkalis, čo zabezpečuje dlhodobú stabilnú prevádzku plesní. To je obzvlášť dôležité pre plastové pivné plesne, pretože počas výrobného procesu často prichádzajú do styku s rôznymi chemickými roztokmi a tekutými surovinami.
4. Použitie Berylium Bronze ako chladiaceho materiálu na rozlúčkovej ploche plastových pivných foriem môže zvýšiť účinnosť výroby, zabezpečiť kvalitu výrobku, predĺžiť servisnú životnosť foriem a znížiť náklady na údržbu.
Dizajn pre produkt &. Forma

DôvodIs HDPEChosenFaleboPposlednýBodlezPrepravka?
HDPE je skratka polyetylénu s vysokou hustotou a je to veľmi častý plastový materiál. Výber materiálu HDPE pri výrobe prepravky na pivo má veľa výhod.
Po prvé, HDPE je relatívne silný a odolný plast. To znamená, že prepravka piva vyrobená z HDPE môže vydržať dlhodobé použitie a opakovanú manipuláciu. Pre výrobcov a distribútorov piva to má veľký význam, pretože potrebujú zaistiť bezpečnosť a integritu výrobkov počas prepravy.
Po druhé, HDPE je relatívne ľahký plastový materiál. V porovnaní s kovmi alebo inými ťažkými materiálmi sú prepravka vyrobená z HDPE počas manipulácie ľahšia, znižuje intenzitu pracovnej sily pracovníkov a pomáha zlepšovať efektívnosť a ušetriť náklady.
Okrem toho je HDPE ekonomickým materiálom. V porovnaní s niektorými ďalšími plastmi vysokej kvality sú výrobné náklady na HDPE relatívne nízke, vďaka čomu je prepravka piva vyrobená z HDPE mierne dostupná, čo z nej robí ekonomickú voľbu pre výrobcov.
Okrem toho je HDPE recyklovateľným plastovým materiálom. Dnes, so neustálym zlepšovaním environmentálneho povedomia, sa udržateľný rozvoj stal stredobodom pozornosti ľudí. Výber použitia recyklovateľného materiálu HDPE na výrobu prepravky na pivo môže znížiť vplyv na životné prostredie a splniť požiadavky na ochranu životného prostredia.
AkoTo OutláčaťTonExhaustSyPposlednýBodlezPrepravka Forma?
Vo výrobnom procese plastovej formy prepravky piva bude konštrukcia a optimalizácia výfukového systému priamo ovplyvniť kvalitu produktu a účinnosť výroby. Dobrý výfukový systém môže účinne odstrániť vzduch a plyn, zabrániť tvorbe defektov, ako sú bubliny a krátke výbuchy, a zabezpečiť povrchovú úpravu a pevnosť produktu.
Na optimalizáciu výfukového systému plastovej formy prepravky piva môžeme prijať nasledujúce opatrenia:
1. Navrhnite primeraný výfukový kanál: Počas fázy návrhu foriem by sa mala plne zvážiť štruktúra a veľkosť produktu a výfukový kanál by mal byť primerane navrhnutý tak, aby sa zabezpečilo, že vzduch a plyn sa môžu pri vyplnení plastových materiálov hladko vypúšťať. Výfukový kanál by mal byť čo najkratší a najpriamejší a vyhnúť sa odumretým rohom a akumulácii materiálov, aby sa zabezpečilo hladký výfuk.
2. Zvýšte počet výfukových portov: Primerané zvýšenie počtu výfukových portov na forme môže zvýšiť účinnosť výfukových plynov a zabrániť zachyteniu vzduchu vo forme. Výfukové otvory by sa mali rovnomerne rozložiť, čo pokrýva celý povrch formy, aby sa zabránilo tvorbe bublín a krátkych injekcií do vysokotlakovej oblasti produktu.
3. Upravte polohu výfukového portu: Podľa špecifického tvaru a štrukturálnych vlastností produktu upravte polohu výfukového portu. Výfukové porty sú zvyčajne nastavené na najvzdialenejší konc, a najhrubšiu časť produktu, aby sa zabezpečilo, že vzduch sa dá hladko vypúšťať.
4. Používajte ihly výfukových plynov alebo pneumatické výfukové systémy: nastavením výfukových ihiel na povrchu formy alebo vo vnútri dutiny formy a pomocou stlačeného vzduchu alebo vákuového systémov na pomoc pri výfuku sa môže zlepšiť a môže sa vyhnúť tvorbe bublín a krátkych injekcií.
5. Pravidelne čistite a udržiavajte výfukový systém: Pravidelne čistite a udržiavajte výfukový systém, odstraňte akumulované materiály a nečistoty z výfukových portov a kanálov, zabezpečujú hladký výfuk a vyhýbajte sa zablokovaniu, ktoré môžu spôsobiť zlý výfuk.
Pred-DeformáciaTreatmentPposlednýBodlezPrepravka IpätolizáciaForma
Plastová injekčná pleseň prepravky na pivo musí podstúpiť ošetrenie pred deformáciou (známa tiež ako návrh spätnej kompenzácie), hlavne pôsobiť proti ireverzibilnému zmršťovaniu a deformácii plastov spôsobených vlastnosťami materiálov, podmienkami procesu atď. Počas injekčného formovania a chladenia, čím sa zabezpečuje dimenzionálna presnosť, štrukturálna sila a životnosť konečného produktu.
1. Inherentné defekty plastového lišta musia byť kompenzované
1.1 Charakteristiky zmrašťovania materiálu
Plasty (napríklad HDPE, PP) podliehajú zmenšeniu objemu pri roztavení a ochladení (typická miera zmršťovania 1,5% na 4%).
Anizotropné zmršťovanie: Rýchlosť zmršťovania v smere prietoku a vertikálny smer sa významne líšia (napríklad sa HDPE zmenšuje o 1,5% v smere toku a 3% vo vertikálnom smere), čo vedie k deformácii deformácie.
1.2 Nerovnomerné chladenie
Rozdiely v rýchlosti chladenia v rôznych oblastiach formy môžu spôsobiť koncentráciu tepelného napätia. Napríklad hrany plastovej prepravky na pivo rýchlo ochladia, zatiaľ čo centrum pomaly ochladzuje, čo vedie k konkávnej alebo konvexnej deformácii.
1.3 Molekulárna orientácia a zvyškový stres
Keď topí tavenina, molekulárne reťazce sú usporiadané pozdĺž smeru prietoku. Po ochladení sa vytvorí vnútorné napätie. Môže sa uvoľniť po dlhodobom skladovaní alebo pod silou, čo má za následok rozmerové zmeny.
2. Funkčné požiadavky pivaprepravkapredbežná deformácia
2.1 Vyžaduje sa vysoká dimenzionálna presnosť
Prepojka z piva musí byť presne koordinovaná s náplňou a dopravnými paletami. Ak rozmerová odchýlka presahuje ± 0. 5 mm, môže to viesť k problémom, ako je rušenie fľaše a nestabilné stohovanie.
2.2 Požiadavka na intenzitu záťaže
Každý prípad musí niesť 24 až 36 fliaš piva (s celkovou hmotnosťou 15 až 25 kilogramov). Ak dôjde k koncentrácii napätia v dôsledku deformácie, je náchylná na praskanie v slabých miestach.
2.3 Požiadavky na recykláciu
Plastová prepravka na pivo musí vydržať viac ako 200 -krát nakladanie, vykladanie a čistenie. Liečba pred deformáciou môže zabrániť ireverzibilnej deformácii spôsobenej dlhodobým relaxáciou stresu.
PokusPlastová forma prepravky na pivo
Komponenty formy
Oceľ

Runnerový systém

Štandardné diely

Balík &. Dodanie

Často
>1. Čo je plastová forma prepravky na pivo?
Je to nástroj, ktorý sa používa na výrobu plastových častí injekciou plastu do dutiny formy.
>2. Aké materiály sa používajú na výrobu plastovej formy prepravky na pivo?
Najbežnejšie materiály používané na výrobu vstrekovacích foriem sú vysoko kvalitná oceľ, ako napríklad P20, 718, 2738 atď.
>3. Aký je proces výroby plastovej formy prepravky na pivo?
Proces výroby formy obsahuje konštrukčné inžinierstvo, programovanie strojov, výrobu nástrojov, testovanie a overenie plesní.
>4. Môžu byť formy prispôsobené konkrétnym požiadavkám na produkt?
Áno, formy môžu byť prispôsobené konkrétnym požiadavkám na výrobky v závislosti od návrhu a špecifikácií projektu.
>5. Aké sú niektoré faktory, ktoré je potrebné zvážiť pri výrobe našich plastových foriem?
Medzi niektoré faktory, ktoré je potrebné zvážiť pri výrobe plastových foriem, patrí návrh produktu, výber plastového materiálu, výber materiálových foriem, kapacita vstrekovania, kapacita chladenia a požiadavky na údržbu foriem.
>6. Ako dlho trvá výroba jednej plesne?
Čas potrebný na výrobu plesní sa môže líšiť v závislosti od zložitosti a veľkosti formy.
Zvyčajne to však trvá 6 až 8 týždňov.
>7. Čo sa dá urobiť, aby sa zabezpečila kvalita plesní?
Počas celého procesu tvorby formy by sa mali používať kvalita plesní, správny dizajn a inžinierstvo, kvalitné materiály a prísne postupy kontroly kvality.
>8. Ako dlho môže forma vydržať?
Životnosť formy sa môže líšiť v závislosti od kvality formy, postupov údržby a prevádzkových podmienok. Dobre udržiavaná pleseň môže trvať stovky tisíc cyklov.
>9. Aké sú výhody výroby plastových vstrekovacích foriem?
Niektoré výhody výroby plastových foriem zahŕňajú rýchlejšie výrobné časy, nižšie náklady na jednotku, vysokú presnosť a schopnosť vytvárať zložité tvary a vzory.
>10. Dá sa naša plastová forma prepravky piva opraviť a udržiavať?
Áno, môže sa opraviť a udržiavať na predĺženie svojej životnosti. Pravidelná údržba môže zabrániť poruchám a zabezpečiť konzistentnú kvalitu.
Spätná väzba zákazníkov






